Senior Plant Technician
Skills
About This Role
Job Summary
The Senior Plant Technician is responsible for maintaining, troubleshooting, repairing, and supporting the efficient operation of plant machinery, utilities, boilers, refrigeration systems, compressors, pumps, chillers, pasteurisation / processing equipment, filling / packing lines, and related factory equipment.
The role ensures equipment reliability, production continuity, food safety compliance, and safe plant operations within Camelicious factory operations.
Plant Machinery Maintenance
- Perform preventive, corrective, and breakdown maintenance for plant machinery, processing lines, packing machines, pumps, motors, valves, conveyors, and related production equipment.
- Diagnose mechanical, electrical, pneumatic, hydraulic, and utility-related faults and take corrective action within approved technical scope.
- Support production teams during machine start-up, changeover, cleaning, shutdown, and emergency breakdowns.
- Ensure minimum downtime through timely troubleshooting and escalation of critical technical issues.
Utilities, Boilers & Refrigeration
- Monitor and maintain boilers, steam lines, refrigeration systems, chillers, compressors, cold rooms, pumps, water systems, and other plant utilities.
- Conduct routine checks on pressure, temperature, vibration, leakage, lubrication, and operating parameters.
- Ensure utilities are available and operating safely to support production, storage, and quality requirements.
- Coordinate with external service providers for specialised maintenance, calibration, inspection, or statutory servicing where required.
Preventive Maintenance & Documentation
- Execute preventive maintenance plans as per schedule and update maintenance records accurately.
- Maintain equipment history, breakdown reports, spare parts usage, job cards, inspection checklists, and shift handover notes.
- Identify recurring issues and recommend technical improvements to improve machine reliability.
- Assist in maintaining critical spare parts lists and informing Stores / Procurement of technical requirements.
Food Safety, Hygiene & HSE
- Follow food safety, hygiene, GMP, HACCP, and company HSE requirements while working in production and utility areas.
- Ensure maintenance work does not create contamination risk, unsafe conditions, or production quality issues.
- Apply lockout / tagout, confined space, hot work, chemical handling, and other safety controls where applicable.
- Report unsafe equipment, near misses, leakages, abnormal machine conditions, and potential breakdown risks immediately.
Technical Support & Supervision
- Guide junior technicians and machine operators on basic troubleshooting, safe equipment handling, and operational care.
- Support installation, commissioning, modification, and improvement projects.
- Coordinate with Production, Quality, Stores, and Maintenance teams for smooth maintenance execution.
- Perform any other technical duties assigned by the Maintenance Manager / Plant Management.
Your resume, rewritten
for this exact role.
Sign up free — Base Career tailors your CV to this job description in 60 seconds.
01 / 05
Resume Tailored to This Job
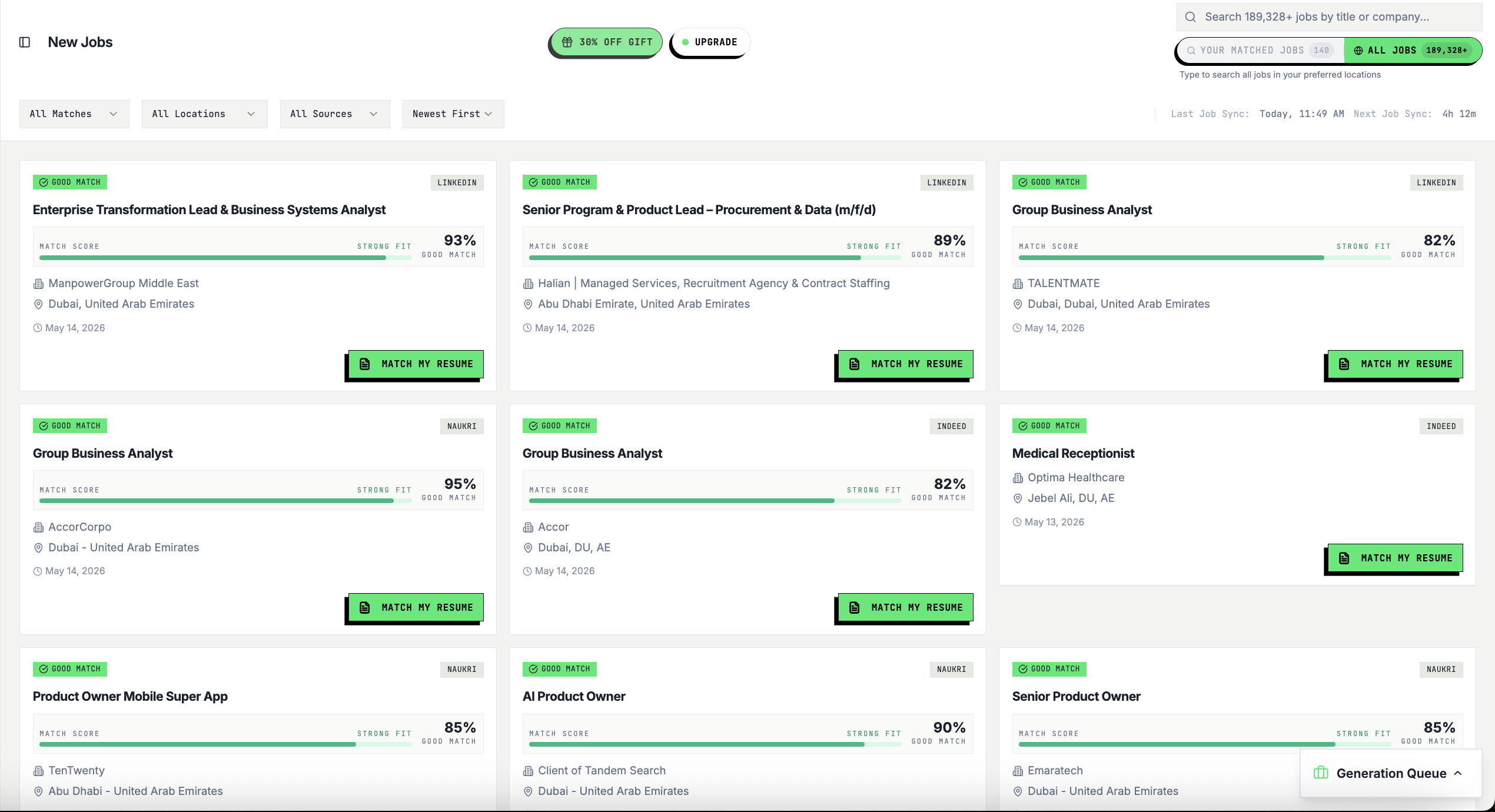
Your keywords, structure, and story — rewritten to match this exact role and pass ATS filters.
Free · No card · 60 seconds
02 / 05
Cover Letter for This Role, Done
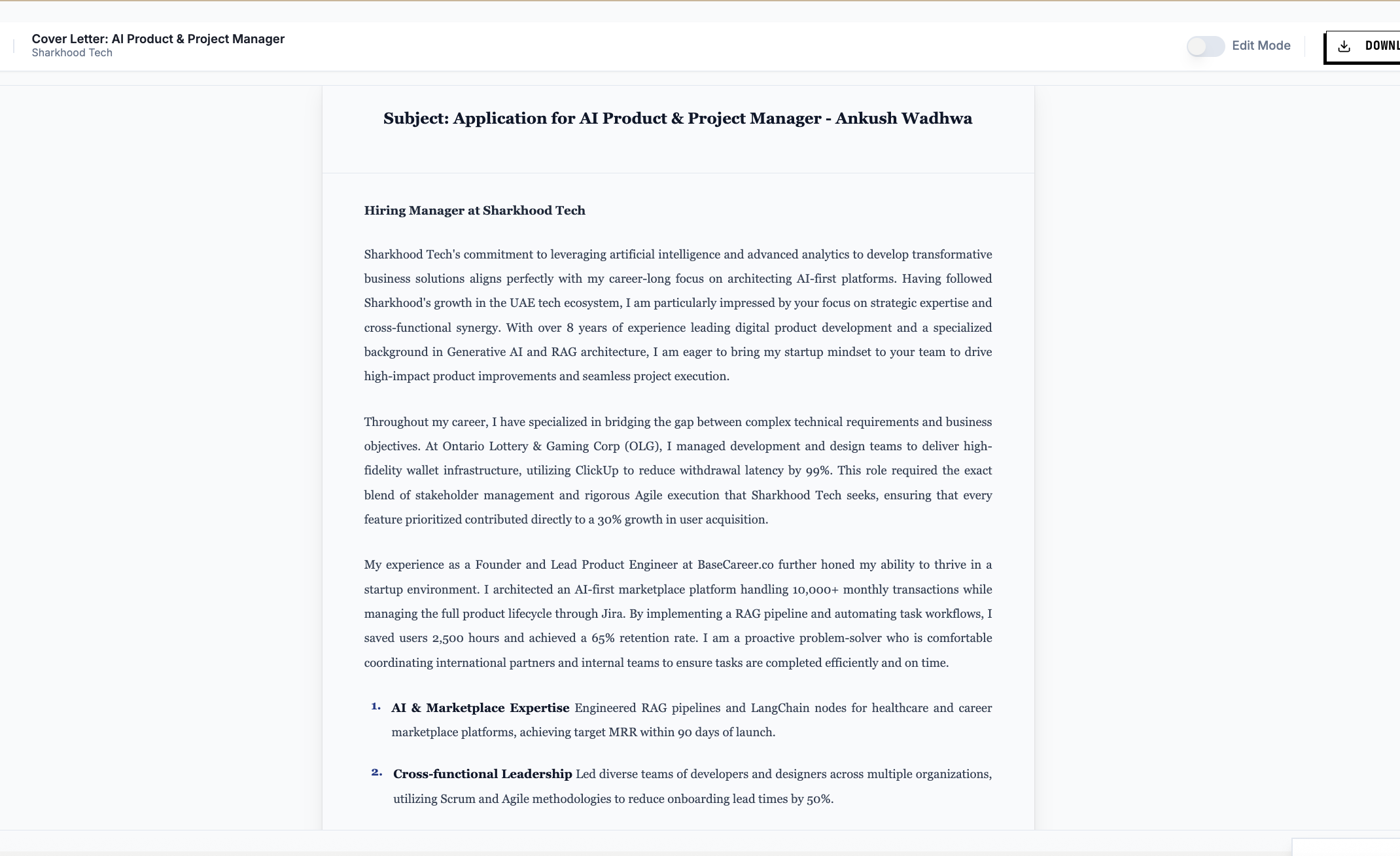
Job-specific cover letters written in Gulf professional tone — ready in seconds, not hours.
Free · No card · 60 seconds
03 / 05
See How Well You Fit This Role
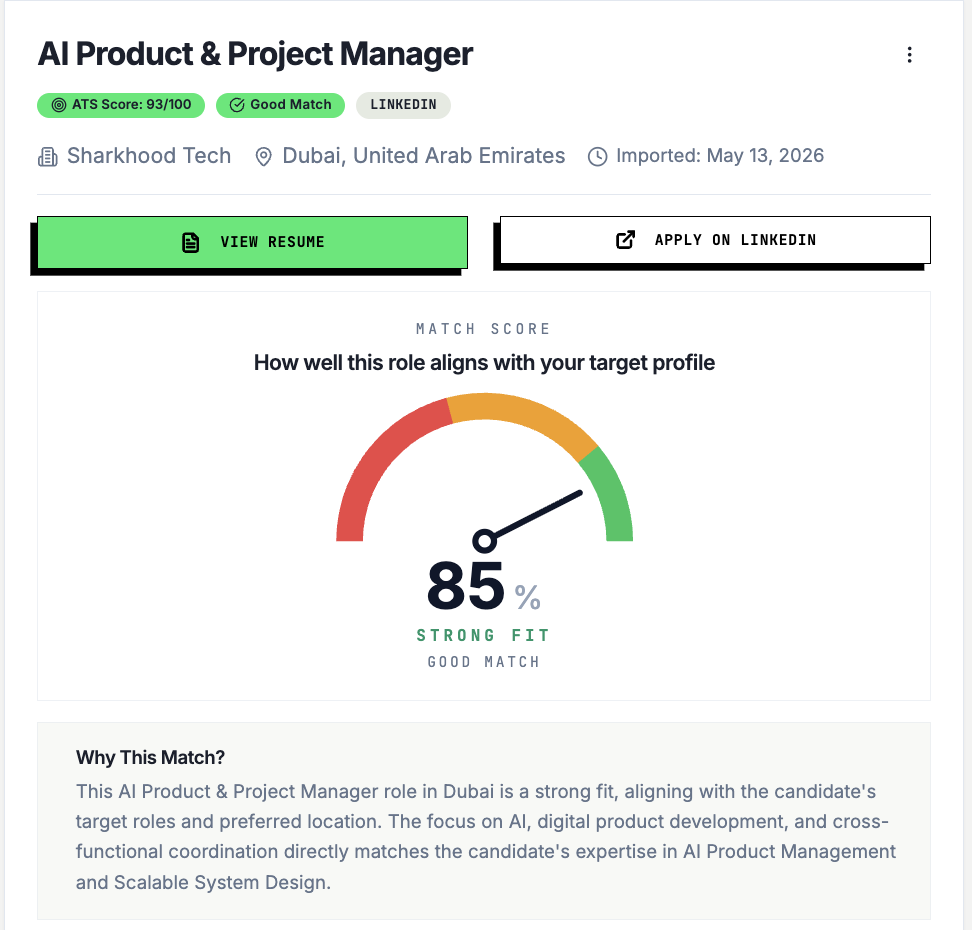
AI match score with clear reasons — know your fit before investing time in the application.
Free · No card · 60 seconds
04 / 05
Apply in One Click
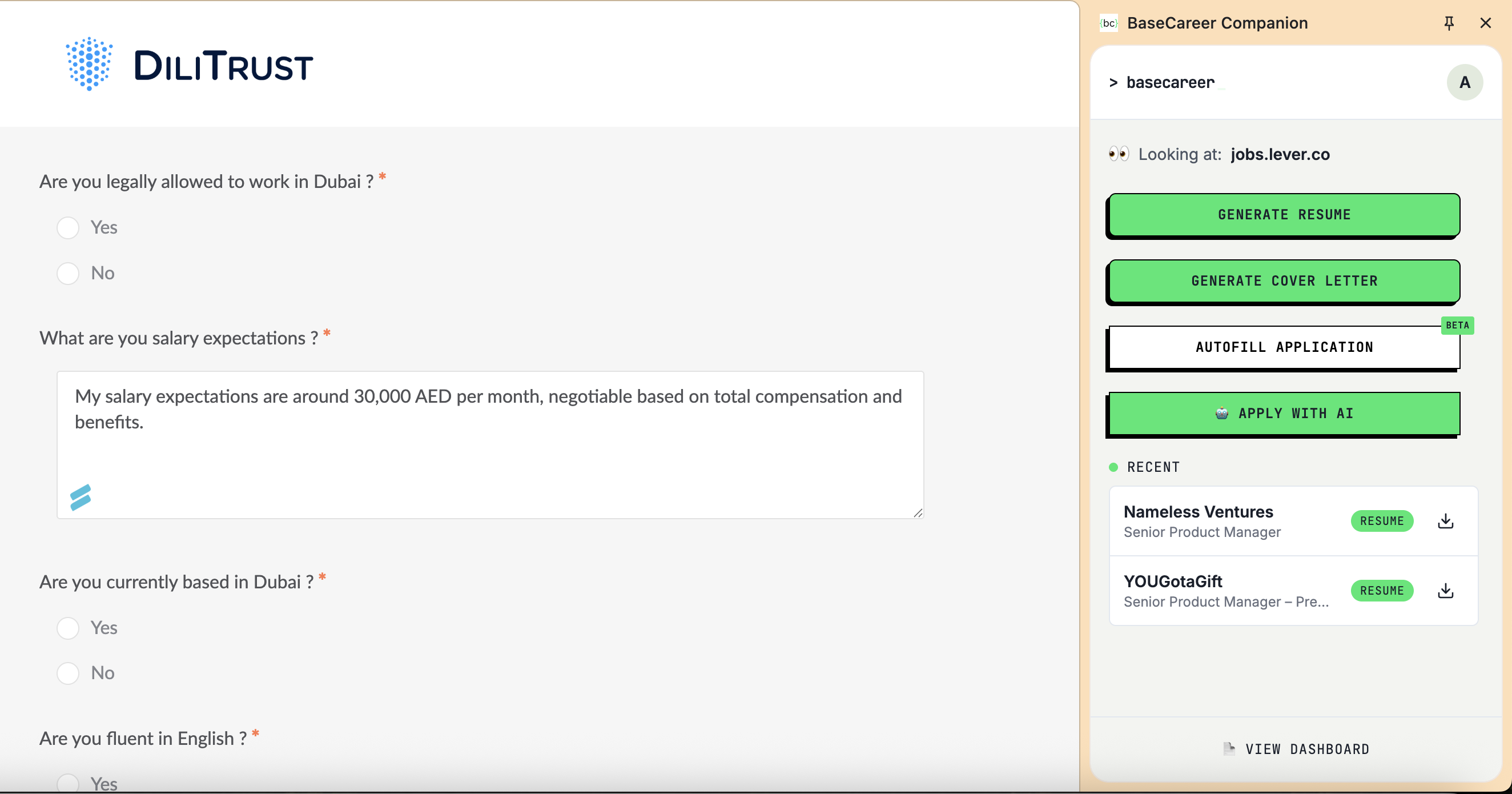
Autofill any application form on Workday, LinkedIn, Bayt, Greenhouse — with your tailored content.
Free · No card · 60 seconds
05 / 05
Track It. Follow Up at the Right Time.
Visual pipeline for every application with AI-timed follow-up reminders so nothing slips.
Free · No card · 60 seconds
Similar Jobs
Senior Plant Manager
Americana Restaurants · Sharjah Emirate
Job Purpose: The Senior Plant Manager is responsible for leading and overseeing production operations across multiple food manufacturing facilities. This role ensures efficient output, consistent quality standards, and o
Skills
1 months ago
Apply Now↗Apply Now ↗2.2K+
Cover Letters & Follow-ups
1.8K+
Resumes Tailored
190.5K+
Jobs Tracked
Trusted by professionals at
Stop applying blindly.
Start getting hired.
Base Career automates the hardest parts of job searching — apply smarter, not harder.
AI Resume in 60s
Your resume rewritten for this exact role using the job description as the brief.
ATS-Optimized
Get past automated screening filters with the right keywords matched to each job.
Application Tracker
Track every job, follow-up, and interview in one visual kanban board.
Free plan · No credit card required